ビルドログ 第9回です。
前回 組み立てが完成してプリントできるまでになった HyperCube の プリント や 微調整 の様子をまとめていきます!
ビルドプラットフォームのレベリング
3Dプリントを成功させるのに最も重要な要素の一つに、ベッドのレベリングがあります。
ノズルの動きとベッドが完全に平行になっていないと、プリント途中でオブジェクトがベッドから剥がれてしまったり、オブジェクトの下部が反ってしまったりと、様々な悪影響が出てしまいます。
これは面倒な作業ではあるのですが、失敗なく3Dプリントをするために、必ず行いましょう! (^^)b

用意するのは適当なコピー用紙。作業しやすいよう、名刺大に切っておくと良いでしょう。
(この写真のサイズはちょっと小さく感じましたw)
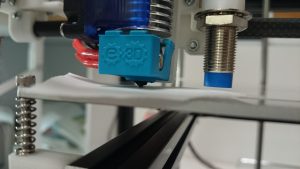
プリンターの高さを 0 まで移動し、用意したコピー用紙をノズルとベッドの間に差し込みます。
スライドしてみて、若干抵抗を感じるようになるまで、写真左の調整ネジを使ってベッドの高さを調整します。
1点が出来たら、ヘッドを動かし、他の調整ネジ3点の近くで同様に高さを調整しましょう。
どこか1点を調整すると、他の位置にも影響しますので、このループはできる限り多くやったほうが正確なレベリングとなります。
通常は3ループほど繰り返せば十分です。
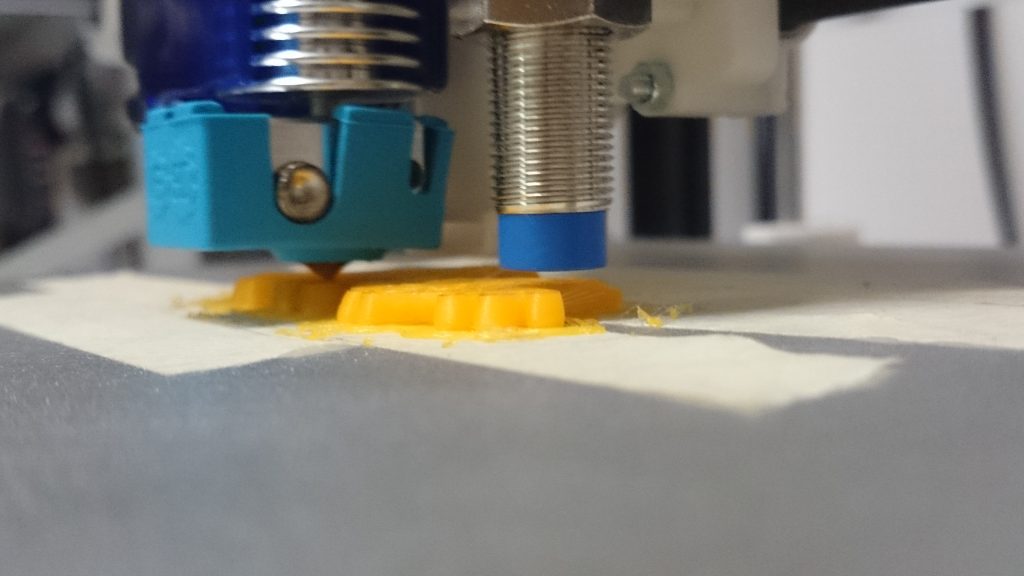
このとき、ノズルがベッドに触れてしまう場合や、あまりにも距離が開いている場合には、ファームウェアからオフセット調整を行うか、近接センサやエンドストップを移動して調整しましょう。
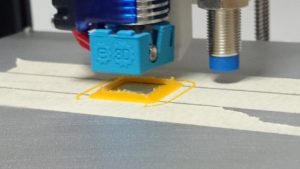
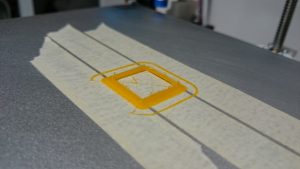
プリントしたときに、上記の写真のように隙間が見えてしまうのは、後述のフローレートが少なすぎるか、プリント開始位置が高すぎるのが原因です。
スライサーソフトウェアのノズルオフセットを、-0.05mm ずつ下げて綺麗にプリントできる高さを探しましょう。
実際にプリント!
レベリングが終わったら、プリントしてみます!
20cm 四方のキューブを、Perimeters: 2, Infill: 0%, Brim: 2mm でプリントします。
“キャリブレーションキューブ” です (=゚ω゚)ノ
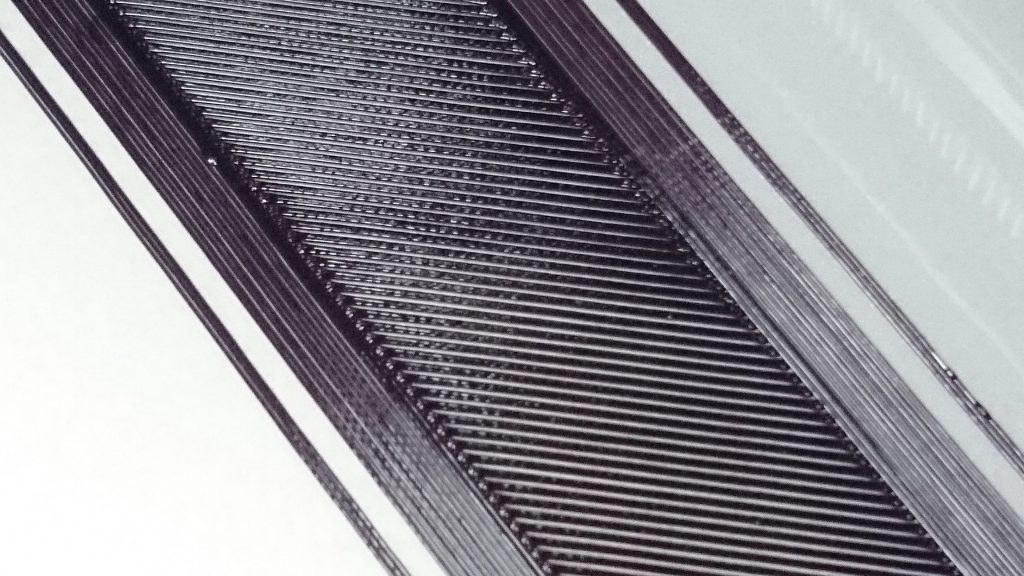
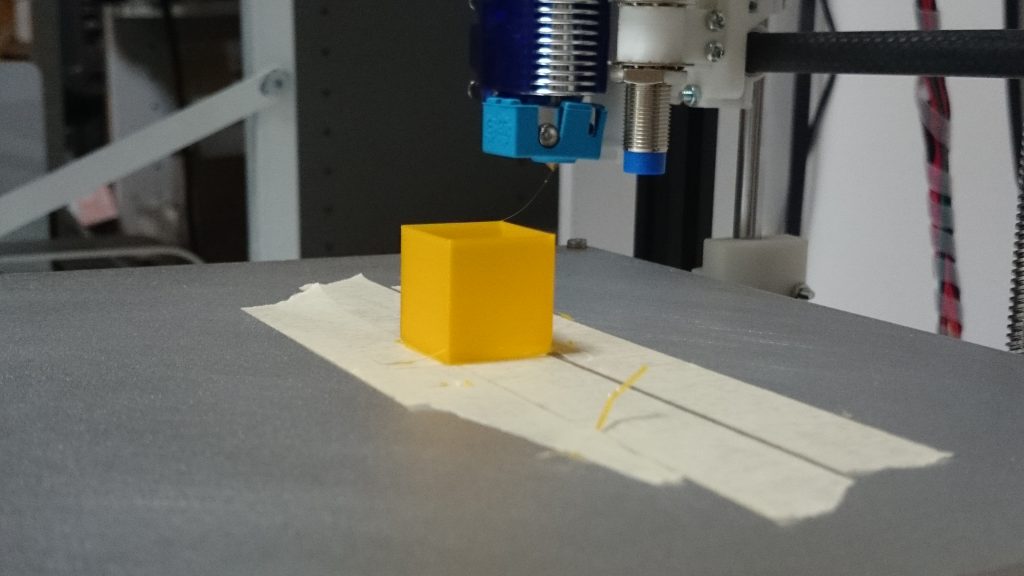
oh my god…
プリント開始してからすぐに、エクストルーダーがひっかかるようになったため、異常に気付いていたのですが、とりあえずそのままプリントを続けてみたところ、やはり詰まりましたw
1つ1つの線がノズルよりも大幅に太いことからわかるように、これは押し出すフィラメントの量が多すぎるために起こります。
押し出すフィラメントが多いのになぜ詰まるの?と思うでしょう。
これは以下のようにして起こります。
- 出る場所を失った溶けたフィラメントの上から、さらに新たなフィラメントが押し込まれる
- ヒートブレーク内に溶けたフィラメントが逆流する
- ヒートブレークの冷却機能により、逆流したフィラメントが固まる
- 溶けたフィラメントは重力によって徐々に排出される
- ヒートブレーク内でフィラメントがスタックする
こうなってしまうと、メンテナンスが必要となってしまいます。
今回はPTFEチューブがほぼ新品であったため、フィラメントを引き抜くだけで解決しましたが、使い込んだPTFEチューブだと、スタックしたフィラメントとくっついてしまい、なかなか引き抜けないことがあります。
こうなったらPTFEチューブを交換するか、傷んだところで切断するしかありません。
こうなってしまう前に、送り出すフィラメントの量の割合である、フローレートを調整しましょう!
フローレートの調整
上記の通り、私の HyperCube はフィラメントが多すぎることで問題が発生しました。
まずはフローレートを 80% に設定して様子を見てみます。
(ちなみにここで使っているフィラメントは Geeetech 純正 の PLA です。)
かなり綺麗にプリントできました。
MeCreator 2 でプリントしたキャリブレーションキューブと比較してみます。
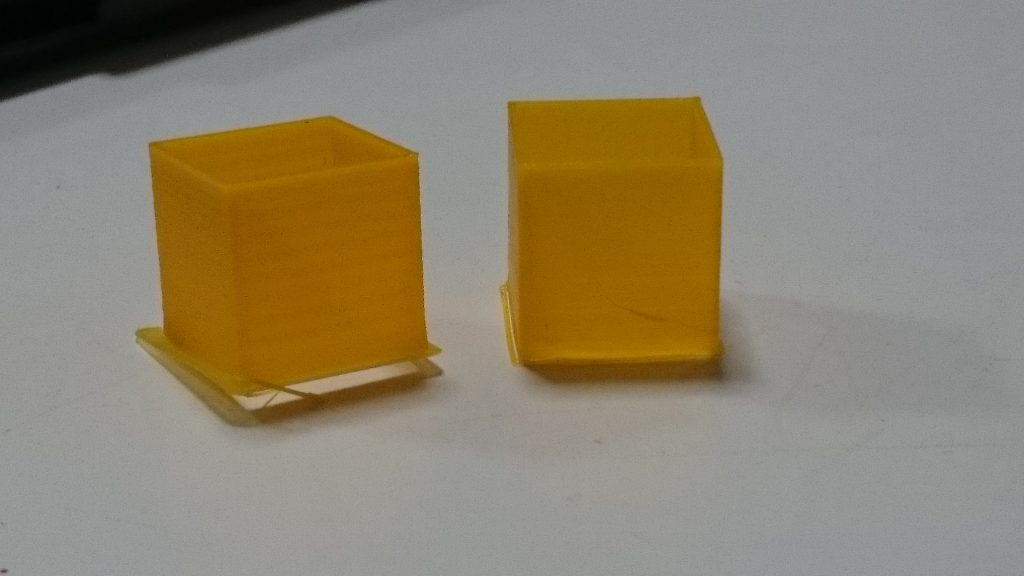
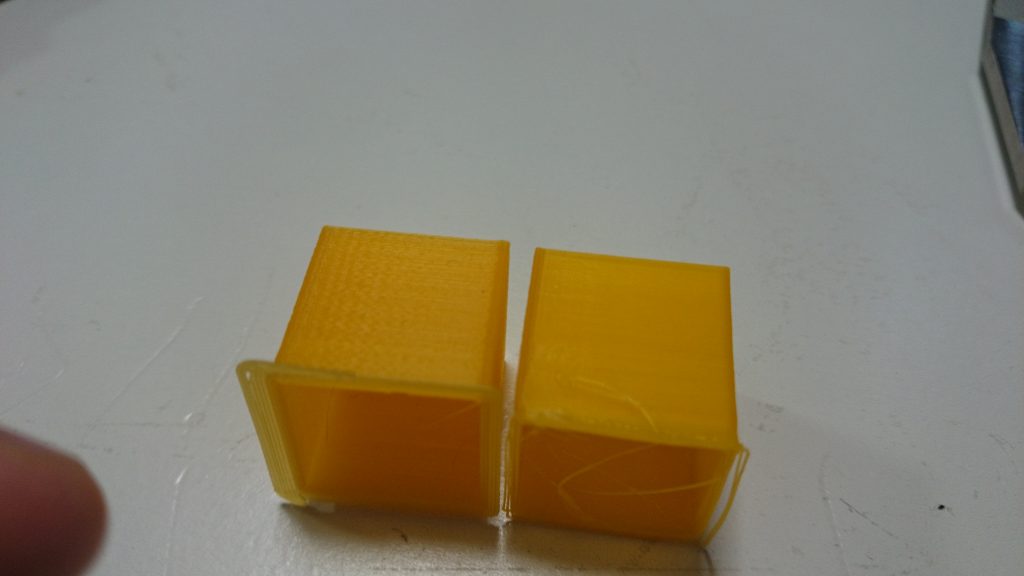
それぞれ左側が MeCreator 2 でプリントしたもので、右側が HyperCube のものです。
MeCreator 2 の方では、小さな Z-wobbling (Z軸方向のうねり) や、Vibration (ripple, shadow, ghosting, moire などとも呼ばれる、XY軸の動きにより現れる小さな波状痕) が見られますが、HyperCube の方にはほぼ見られません!この時点で私は相当感動しました (*´ω`*)
でも・・・。

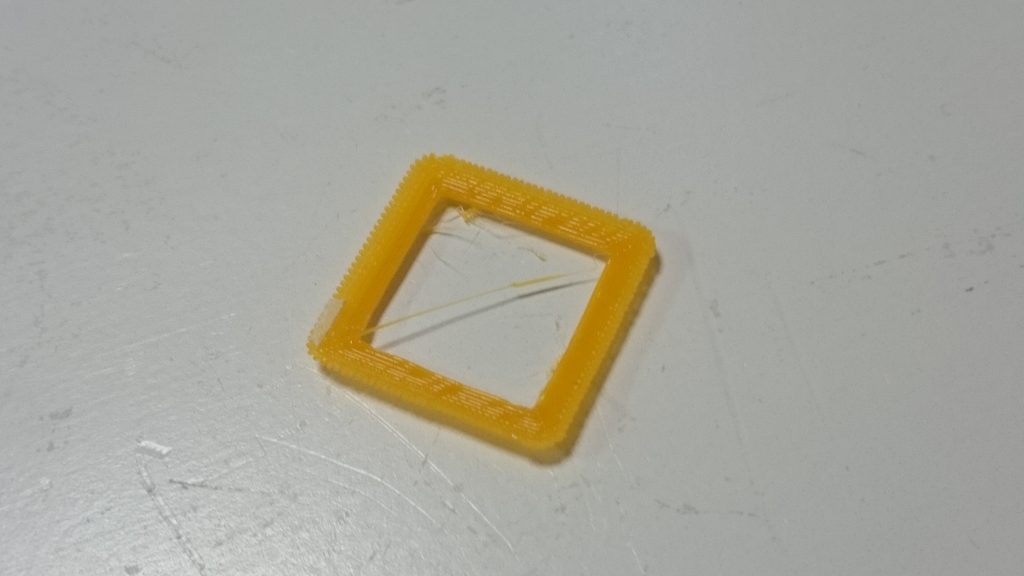
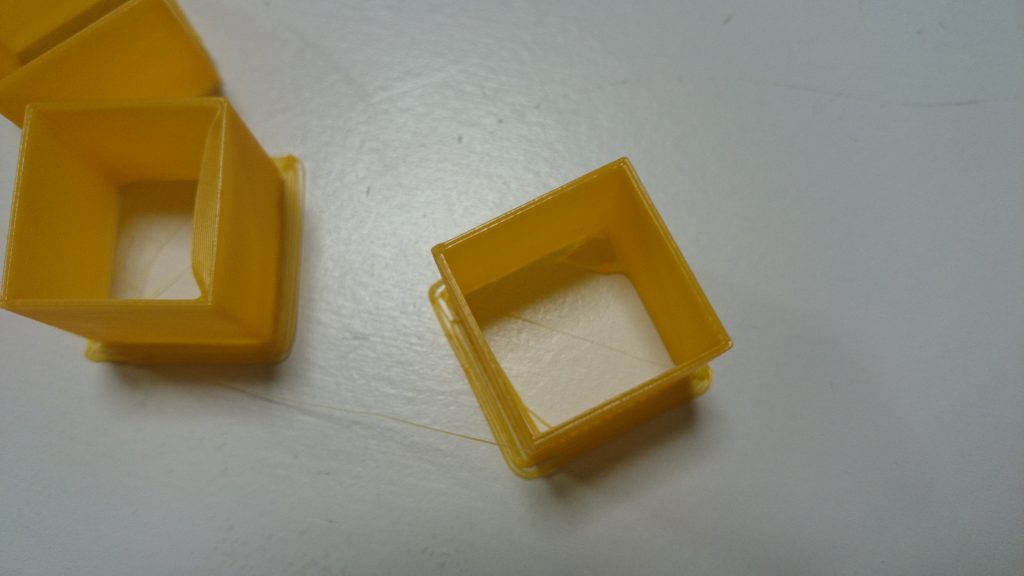
少し力を加えて歪ませてると、Perimeters (フチ?) の間に隙間ができてしまっていますね。
これは送られるフィラメントが少ないために起こります。

また、20.00mm に設定しているのに、ノギスで測ってみると 19.89mm。
明らかにフィラメントが足りていませんね。
85% です。
指突っ込んだらぶっ壊れるくらいには足りてないです 笑
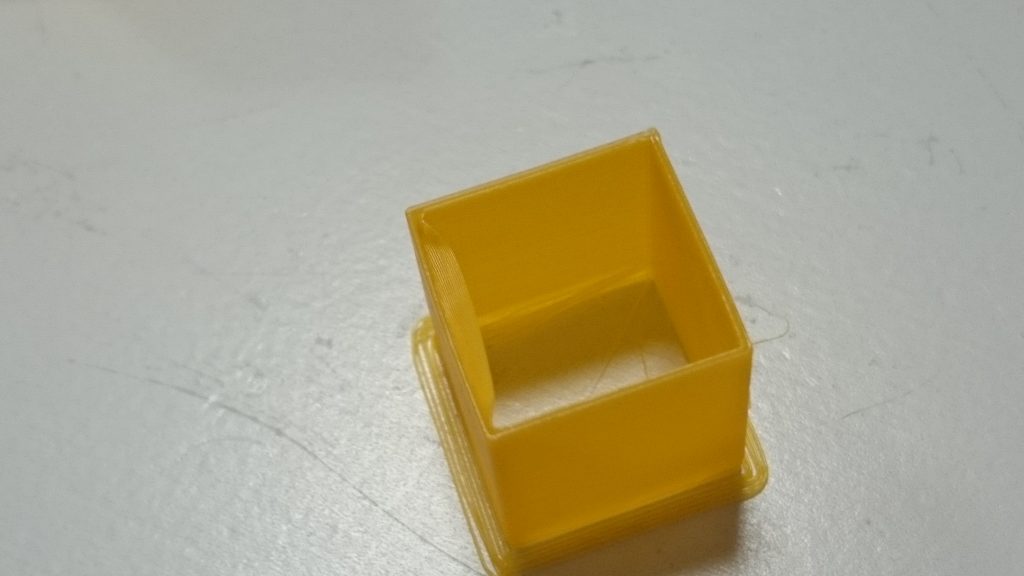
90% に設定してプリントしたところです。
Perimeters がしっかりとくっついていることが分かると思います。

ノギスで測るとピッタリ 20.00mm です!
これにより、私のHyperCubeには、90%のフローレートがちょうどいいということがわかりました。
(前回 のファームウェアの調整で、1mmあたりのステップ数に対して設定した値はこのように求めました。100 * 0.9 = 90)
以上で微調整は終了です!
Let’s print more exotic one!

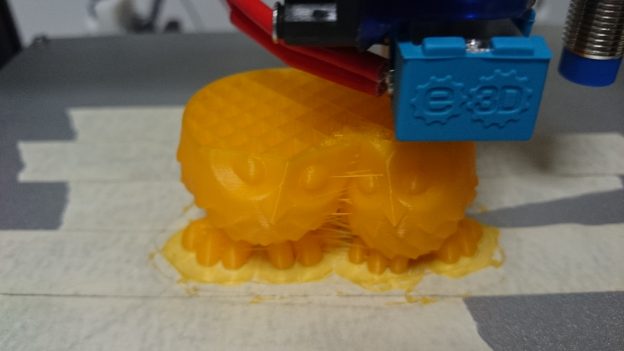
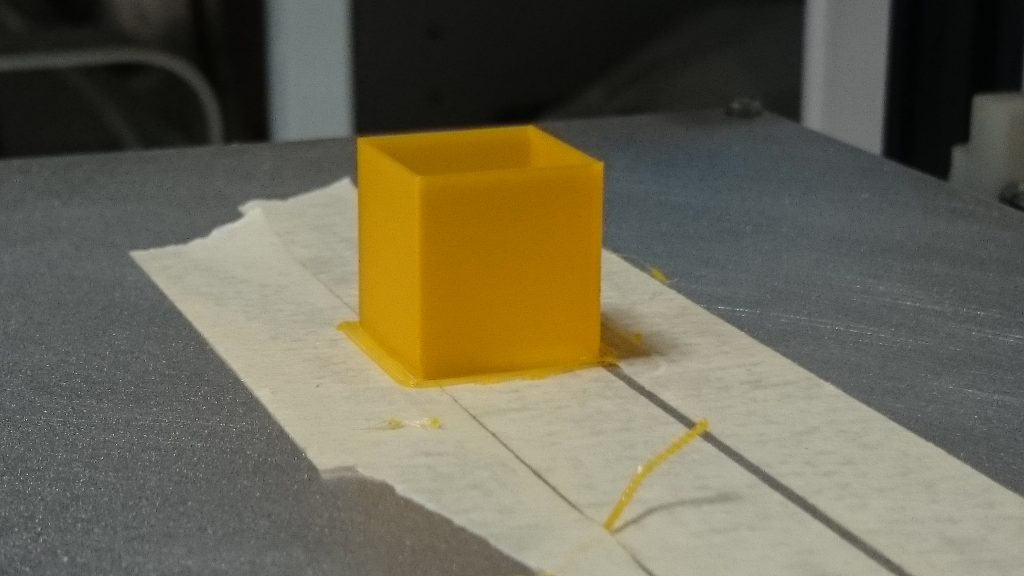
私が HyperCube を組み立てて、まず最初にプリントしようと思っていたのは、mooses 氏 による “Cuddling Owls” です!
プリンターの正確性が顕著に表れる複雑な形状をしている上に、非常にかわいいです (*´ω`*)
プラットフォームには、本当は専用のシートを使いたかったのですが、たまたまストックがなかったので、マスキングテープを使用していますw
この時点で i3 Pro X とは段違いの綺麗な積層痕になっています… (*´ω`*)
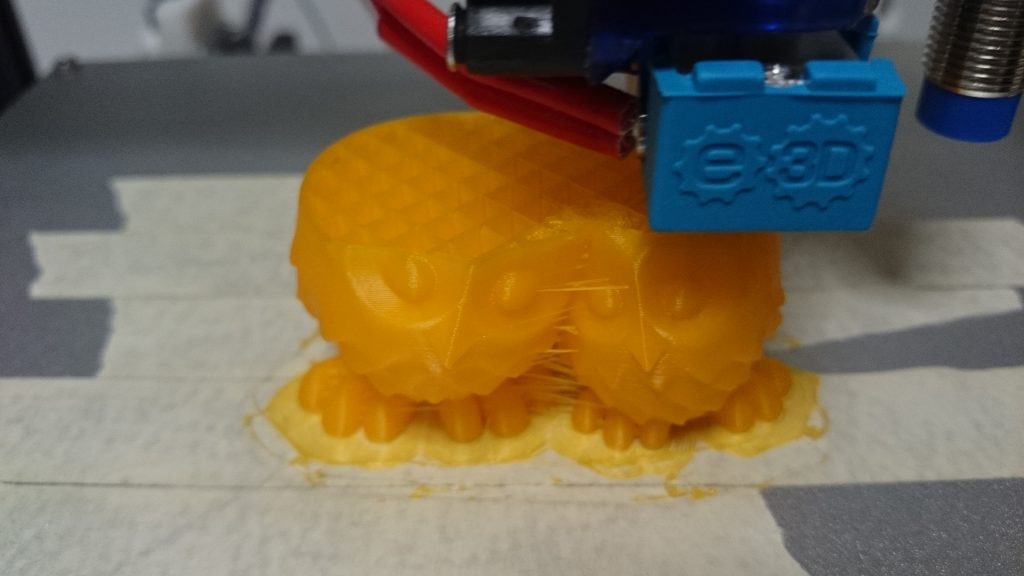
残り1時間くらいのところです。
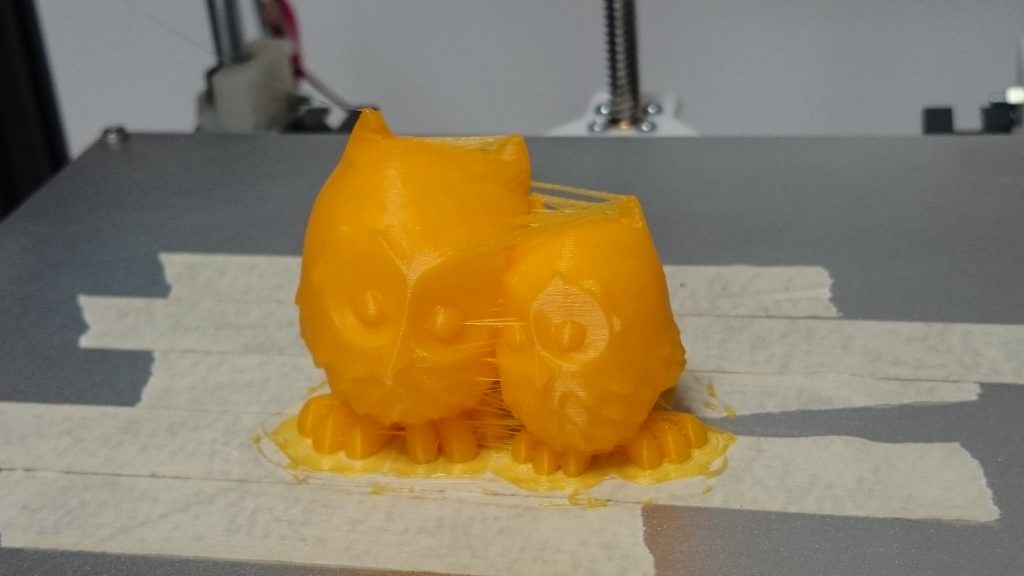
プリント完了です!かわいい (*´ω`*)

Retraction (引き込み) の設定を、ダイレクトドライブ時から変えていなかったため、このように糸引きがものすごいことになってます 笑
Bowden タイプのエクストルーダーでは、3mm くらいに設定すると良いようです。

積層痕は一定間隔に残っており、触ってみても、とてもスベスベです (*´ω`*)
i3 Pro X では、リードスクリューの間隔で、うねりにうねってしまうため、こんな綺麗にはプリントできませんでした。HyperCubeを作って本当によかったです (=゚ω゚)b グッ
綺麗なプリントができれば、調整は完了です!
次回は 24V化 をしていきたいと思います!
・・・いや、リトラクションの設定しろやww